铝箔轧制油的回收利用(冶金)
高 瑾
(云南浩鑫铝箔股份有限公司,云南昆明650216)
摘要:通过对铝箔轧制油物理、化学指标进行研究分析,确定了在满足生产需要前提下得到最大回收率的再生油指标,为轧制油的回收处理提供参考。
关键词:铝箔;轧制油;馏程;再生
中图分类号:TG339 文章编号:1007 - 7235( 2016) 06 - 0034 - 04
铝箔轧制中,轧辊和铝箔的润滑剂(即轧制润滑油,以下简称轧制油)承担着传输压力作用,直接作用于铝箔表面,对铝箔成品的表面质量起着至关重要的作用。
铝箔轧制油由基础油和添加剂组成,基础油为馏程200℃左右经过加氢精制的矿物油,添加剂一般选用醇、酸和酯的混合物。
在铝箔轧制过程中,轧件瞬间温度可达到200℃~ 500℃以上,温度为20℃~60℃的轧制油直接喷淋到200℃~500℃以上的轧件上,部分轧制油瞬间雾化,雾化后的轧制油一部分顺着抽油风机管道直接排人大气,一部分重新冷却后在重力的作用下,重新流回轧机油箱循环使用。随着轧制的进行,轧制油的一些关键指标,如闪点、馏程、污染度、黏度等将逐渐偏离工艺要求,轧制油质量逐渐下降,当轧制油质量下降到一定程度后,轧制的稳定性和铝箔产品的质量将受到严重影响,只能更换轧制油。
在环境影响方面,轧制过程中受热雾化的轧制油蒸气并不能完全冷凝回收,一部分雾化的轧制油蒸气通过设备排烟管道直接向大气排放,不仅可能造成一定程度的空气污染,而且还浪费了轧制油,应进行回收再利用。废轧制油再生利用主要是去掉废油中的润滑油组分和部分添加剂中的高碳组分,去掉油中的胶质,降低氧化性,要使再生油的理化性能基本恢复到新油指标,必须采用蒸馏的方法。回收轧制油分为在线回收和离线再处理两种方式,在线回收是采用黏度远远大于轧制油的重油喷淋烟管道里面的油雾,从而使其冷凝为液体,然后再采用蒸馏的方法,将轧制油和重油分离,重油冷却后再回到回收系统,轧制油返回轧机使用。而离线回收就是将轧机定期更换的油品进行蒸馏,去除重组分部分,得到可再利用的回收油。
笔者通过对云南浩鑫铝箔有限公司箔轧油进行分析试验,制定了在满足生产要求的前提下达到最大回收率的回收油工艺指标。
1指标选择
轧制油在生产过程中控制黏度、馏程、污染度、闪点、机械杂质、添加剂含量和组分,各项指标对轧制油均有很大的影响。
1.1黏度
运动黏度表示液体在重力作用下流动时内摩擦力的量度,其值为相同温度下液体的动力黏度与其密度之比值。
石油产品黏度越大,油膜厚度越厚,有利于轧制轧件减厚,但不利于轧速的提高,而且在铝箔退火时难以去除,造成铝箔易生成油斑,产品表面光洁度变差;黏度越小则情况相反。
1.2馏程
馏程是指在一定条件下,使产品汽化、冷却及流出的物理过程。即对产品进行蒸馏,从第一滴样品馏出的温度(初馏点)直至最终馏出温度止(终馏点)全部蒸馏过程的馏出温度(从初馏点至终馏点),即为该产品的馏程。
馏程是评定液体燃料蒸发性的最重要的质量指标。它既能说明液体燃料的沸点范围,又能判断油品组成轻、中、重组分的大体含量,对生产、使用、贮存等各方面都有着重要的意义。是确定该产品是否合格的关键指标。
馏程指标确定后的轧制油,其黏度、闪点、污染度指标都能够基本确定。对于轧制油来说,初馏点越低,油品闪点越低,油品易于去除,但是安全性降低。终馏点越高,其黏度愈大,这对轧制轧件减厚有利,但会使铝箔成品表面质量变暗、除油困难。
1.3闪点
闪点是指石油产品在规定条件下,加热到它的蒸汽与火焰接触发生瞬间闪火时的最低温度。
油品越轻,闪点越低。油品的危险等级是根据闪点来划分的。从闪点可判断油品组成的轻重,鉴定油品发生火灾的危险性。用闭口闪点测定器测定的闪点称闭口闪点,一般用以测定轻质油品。闪点越高,轧制油的安全性就越好。
1.4污染度
铝箔污染度是采用EXXON退火盒法,在试验室模拟油品在铝箔上退火后的颜色,得出油品对铝箔退火后表面质量的影响。EXXON退火盒法可以近似模拟铝箔退火过程,并定性评价轧制油退火污染等级。铝箔污染度级别越低越好,级别高其产品退火后就会出现有黄斑,影响产品质量。
1.5机械杂质
机械杂质是指存在于油品中所有不溶于规定溶剂的杂质。这些杂质大部分是硅藻土和铝屑之类,以及由添加剂带来的一些难溶于油品的有机金属盐。机械杂质会对轧机及铝箔产生摩擦,造成不利影响。但是再生轧制油是添加到过滤箱中,再生油品机械杂质的影响经过滤以后可以消除。
1.6添加剂含量
由于石油中天然组分的局限性,单靠加工工艺本身往往不能满足使用需要。为了提高石油产品的质量,以满足各种使用性能的要求,可加入一些特殊的油溶性有机化合物,这些化合物可以改善石油产品的各种性能,它们被称之为石油产品添加剂。轧制油的添加剂主要是月桂醇、豆蔻醇、月桂酸和月桂酸甲酯的混合物。添加剂的含量是分别指醇含量、酸含量和酯含量。
1.7指标选择
根据以上分析可知,油品最关键的指标是馏程,一旦馏程确定了,其他大部分的指标都会相应固定下来,所以把馏程作为制定回收油再生和判定的关键指标。闪点、黏度、污染度、机械杂质作为参考指标。本试验选用轧制油进行试验。
2试验条件
2.1主要原料
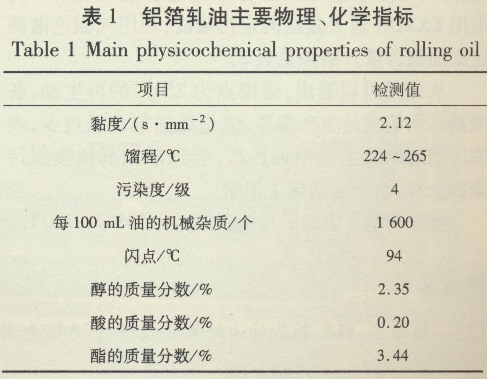
采用浩鑫公司铝箔轧机轧制油,其主要指标见表1。
2.2仪器
佳能黏度仪、馏程测定仪、马沸炉、闪点测定仪、GC-14B岛津气相色谱仪。
3 试验结果及讨论
要制定合理的再生轧制油指标,首先应确定再生轧制油的馏程,馏程确定以后,闪点和黏度是一个相应的固定值。
3.1馏程
收集了不同时期20个铝箔轧制油样品,按照GB/T 255 -1977《石油馏程测定法》进行馏程测定,记录初点温度,回收10%~90%每增加10 m L馏出物时的温度、95%馏出物以及终点温度,结果如图1所示。
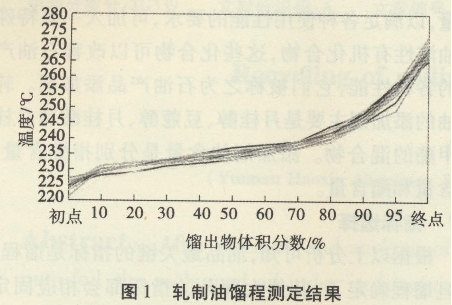
由图1可看出,轧制油在长期使用后,终馏点会逐步上升,并且随着污染物的增加,会出现急剧升高现象。要制定合理的再生油指标,就需要去除造成终馏点上升的组分,特别是导致终馏点急剧上升的组分,因此确定再生油的馏程指标为205℃~ 250℃。
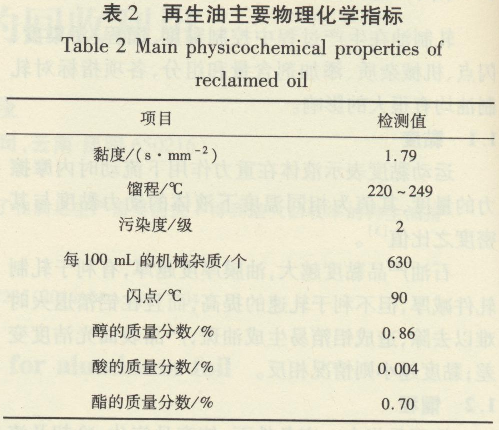
按照确定的馏程指标,对箔轧油进行了再生处理,并对再生油按照国家标准测定黏度、闪点;采用EXXON退火盒法测定污染度,利用气相色谱测定添加剂含量。结果见表2。
从结果可以看出,终馏点为250℃的再生油,各项指标均能满足生产需要,但是添加剂含量过少,表明所制定的再生油指标过严,导致添加剂被按照污染物去除,给企业造成了浪费。
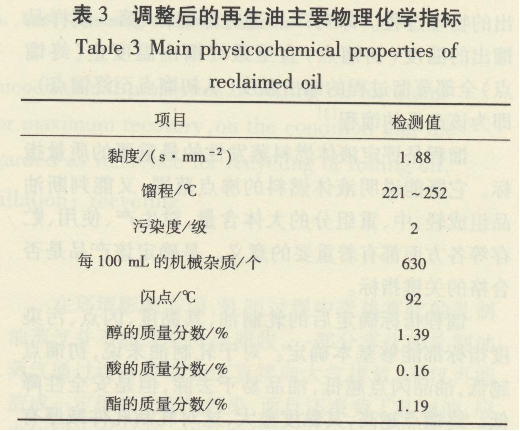
重新调整再生油回收馏程指标为205℃~ 260℃,再次对箔轧油进行再生处理,处理后的油品分析结果见表3。
4 结束语
确定轧制油的再生工艺,需要考虑轧制油黏度、闪点、污染度、添加剂含量等指标,但是对于同样的油品来说,这些指标都是与馏程相关的,只要制定好了再生油的馏程指标,就可以得到满足生产需要前提下最大回收率的再生油。