作者:郑晓敏
1 生产过程分析
生产流程卡在生产过程中随着本批产品一起在各个工序间流转。该卡能够记录铸件现场生产、操作、质量信息,追溯铸件生产进度,同时也作为铸件生产凭证存档以供后期查询。生产流程卡是企业进行生产、实施工艺、提供服务、控制质量等过程中不可缺少的可追溯性档案。
由于航空熔模精密铸件的结构与尺寸日益复杂化与整体化,技术难度愈来愈大,使用生产流程卡管理方案存在以下主要问题。
(1)车间现场铸件生产进度追溯困难 钛合金精密铸造工艺难度大、生产工序多、返工返修频繁、生产周期长;多种铸件同时生产,数据管理不统一、信息传递不够及时,导致现场铸件复杂混乱,难以将生产流程卡与现场具体实物对应起来,生产状况无法实时掌控。
(2)批次管理单件追溯难以实现 由于钛合金生产企业的军品订单多为单件小批量,军品以及航空订单对于铸件的要求非常严格,需要追溯单个铸件的生产过程。钛合金熔模铸件存在生产工序多、返工返修频繁等问题,由于熔模铸造的特殊性,使铸件追溯困难加大。
(3)循环子卡难以管控 精铸钛合金件作业路线复杂,主作业路线描述每一种铸件的主要生产步骤和过程。它由许多工序组成,子作业路线是工艺人员为某些问题铸件制定的工序组合。主作业路线中嵌套子作业路线。子作业路线分为子循环路线、返工返修路线两种。对子作业路线描述如下:①子循环路线:钛合金铸件对于关键工序的合格率要求非常高,在进行X光/荧光等检验工序时,铸件需进入子循环,保证该工序满足合格要求后,再流转到下游工序。②返工返修路线:对于返工返修的铸件,需要按照工艺人员制定的返工返修路线进行作业,直到该批铸件符合要求后,再回到主作业路线继续流转。
由于钛合金精密铸造生产过程的复杂性,目前还没有适用于钛合金精密铸造的生产流程卡方案。通过笔者在企业信息化实施了解到:企业钛合金精密铸造需要进行严格的批次管理。对铸件批次、质量情况、熔炼炉号等记录需清晰明了,同时要求铸件应分批投产、分批加工、分批委外。对实物批次的严格要求需要一个能够严格管控铸件批次生产的生产流程卡方案,准确记录、管控批次生产情况、平衡生产资源、实时追溯到现场生产进度。
因此本课题提出了铸件生产流程主子卡方案,该方案汇总了铸件信息、生产信息、质量信息,既能实现生产进度实时追溯,也能够解决企业中遇到的混组混炉以及拆分批次的问题。将生产流程卡主子卡方案应用到信息化软件华铸ERP中,通过从系统中打印流程卡、利用系统进行各工序报工的方式,规范了企业生产流程卡管理流程。使得铸件生产追溯更加便捷,实现了生产现场与软件中的数据同步。
2 生产流程主子卡方案
2.1理论基础
产品生命周期管理,是从产品最初到报废处理的概念。借鉴产品生命周期的理念,铸钛企业生产流程主子卡方案能够对单件小批量铸件的整个生产过程进行控制追踪,做到对单个铸件生产进度的实时管控。
企业要想实现敏捷制造与精益生产管理,需要在生产信息与质量信息之间建立良好的协作关系,产品现场生产组织规划必须全面和精准,要实现单个铸件生立可追溯,就是要求精细化管理,围绕每个批次铸件,以单件小批量的全生产过程为线索,要求细化到由谁、在什么时候、完成了某个产品的某个生产工序、检验工序,使用了哪些工艺文件、重点关注生产过程中的各种质量信息。
2.2方案设计
生产流程主子卡方案通过华铸ERP系统实现。在华铸ERP中使用生产流程卡是实现生产信息实时共享、产品生命周期全程追踪的重要方式。生产流程主子卡方案包括主卡、子卡两种。主卡又分为主卡一卡、主卡二卡:主卡一卡主要涵盖型壳制备作业,包括压蜡至熔炼浇注之前的工序;主卡二卡主要涵盖熔炼精整作业,包括熔炼浇注之后的所有工序。模拟铸件的生产流程主卡一卡见图1、生产流程主卡二卡见图2。

针对子循环路线的问题,采用生产流程子卡的方式来解决。子卡是从主卡中派生出来以处理、管控循环作业、返工返修等分卡场景的,一张主卡可以派生出多个子卡。根据子循环路线的种类,又将生产流程子卡细分为循环子卡和返工返修子卡。如果企业的精铸生产管
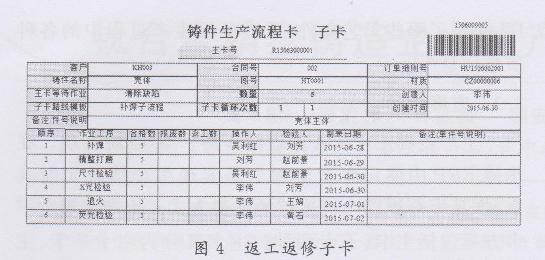
控节点不是特别多,则一卡就涵盖所有的生产过程。一卡可以按某铸件一个模组或者同一批压蜡为一份,二卡可以按某铸件同一炉水浇注为一份,一份二卡可能会对应多份一卡。该铸件循环子卡见图3、返工返修子卡见图4。

生产流程主子卡包含的主要信息见图5。

图6为华铸ERP中打印出的生产流程卡在车间现场的流转示意图。

3 方案应用
3.1 批次管理实现方案
根据上文描述的现场批次管理的需求,使用生产流程主子卡方案的解决方法如下。
在压蜡计划时,华铸ERP系统会在压蜡计划时为每一批铸件分配一个批次号,该批次号由蜡模计划日期加流水号组成,最大可达14位。当蜡模计划结束后,系统会根据该批次号生成一个固定长度的主卡编号,该施工编号在整个系统内都是唯一的,能够唯一追溯到对应的铸件批次,解决组焊工序遇到的混组问题。
为了方便现场工人记忆识别模组,在压蜡工序提供了一列模组号,工人可将该组蜡模对应的现场模组编号录入,该现场模组编号同时也会体现在打印出的主卡一卡中。为了避免不同批次铸件模组使用同一现场模组编号而混淆,系统为该批铸件自动生成了唯一的模组号。通过该模组号现场工人可以快速识别该批次铸件的编码、类型、批次,结合现场模组号即能快速对应到现场铸件实体。
该批铸件压蜡验收后,可打印出主卡一卡,见图1,再传递到下段工序。当生产流程卡流转到熔炼浇注工序时,情况与混组类似,同样以施工编号来识别该批铸件。此时施工编号的编码方式与主卡一卡中基本一致。同样的,在熔炼浇注验收的任务区让工人填写相应的炉号,系统此时生成与其对应的编号,该编号截取了模组号中的企业内部铸件编号和铸件类别。该编号既能帮助工人快速获取铸件信息,同时也起到对应前段流程卡的功能。熔炼验收后打印出的后段流程卡见图2。
3.2主卡报工操作
为了方便工人操作、实现生产流程卡与实物对应,对生产流程卡采用条形码进行报工,企业会在现场适当的位置安置POS机,并在POS上安装好华铸ERP系统并为其配置好条码枪,系统所对应的生产流程卡主卡报工界面,见图7。

工人拿到系统打印出的某批铸件的生产流程卡后,点击左上角生产编号,使用条码枪扫描生产流程卡上对应的条形码,系统将自动获取该条形码所对应的该批铸件的生产流程卡,并在流程跟踪卡分页中显示出来。
左侧工序一栏中会显示将要报工的工序,对应的操作人员将该工序完成情况录入到系统中后,点击保存即可完成报工。
每个操作工已经有相应的条形码工号,通过扫描操作人的工号能够快速录入该操作人的信息。对于需要检验的工序,则需要扫描相应的检验员工号,对于多个工人一起完成的工序,则在操作人一栏扫描工段长的编号,并在班组一栏中选择对应的班组。
3.3虚拟报工实现方案
在实行铸件批次管理时,生产现场会遇到一批铸件在某些工段出现某几件由于尺寸、外形超差等不符合要求、但却不需要返工或者报废处理的情况。此时企业希望对出现问题的铸件增加一些矫形检验工序,合格的铸件则正常流转到下一工序。
为了实现企业严格批次管理的需求,在现场报工界面增加虚拟报工一列。首先在铸件工艺路线设计时将 矫形、检验工序考虑进来,对于该批铸件,需要正常继续流转到下一工序的则在虚拟报工中填写数目,属于空报工;而需要进行矫形工序的铸件则在合格数一栏填写,属于正式报工,当相应工序结束后,再将正常铸件与经过矫形、检验后汇总到一起,继续流转到下一工序。
3.4循环子卡实现方案
当铸件流转到需要进行子循环的关键工序时,该批铸件内所有的件应该首先进入循环子卡进行作业。子循环作业路线由工艺人员在工艺设计时制定,此时操作人员在生产子卡模块中填写相应的主卡施工编号,系统会自动将主卡头区信息带出来,随后填写该子卡类型、铸件数量、子循环路线,最后签名保存即生成一条子卡。
系统为每一张子卡生成唯一的子卡条形码,方便其报工。循环子卡生成后,即可打印出来,根据子循环子卡中的作业路线,对应工序的操作人员在完成本工序作业后,进入子卡报工模块,通过循环子卡报工界面在value值一栏扫描子卡条码或者手工输入子卡号,即可显示相应的子循环子卡(见图3)。
图3中显示了循环子卡的每一道作业工序,操作人员将对应工序的相应信息录入系统中保存,即可完成本工序的报工。对于关键工序的子循环路线,一般是以检验工序作为该子循环的最后一道工序,通过该检验工序能够确定该批铸件是否符合主卡中关键工序合格要求,如果符合要求。则子循环子卡结束,回到主卡对该关键工序报工,随后按照主卡继续流转;如果不符合要求,则在循环子卡最后一道工序报工时填写返工数,然后回到生产子卡中点击增加循环次数按钮,子卡循环次数会增加,随后再次对其进行报工,至到该批铸件符合要求或报废后,再回到主卡中。
3.5 返工返修子卡实现方案
在主卡中某工序出现返工返修,则需要生产、质量、工艺三方相关人员共同对该返工返修件进行诊断,从而设计出合适的返工返修路线。返工返修子卡的操作与子循环子卡大致相同,生成的返工返修子卡见图4。
对于出现返工返修件的该批铸件,合格的铸件应该 等待返工返修子卡报工结束后,再与返工返修件汇合,一同流转到主卡中的下一道工序。
3.6 生产流程主卡子卡间对应方案
同一批次铸件分卡后在现场必然存在主卡、子卡难以对应的问题。为了方便操作人员更好地对应主卡一卡、主卡二卡,在主卡二卡下端加上一卡二卡的对应信息。
由于生产流程卡子卡中包括主卡编号、子卡编号以及主卡等待作业等信息,因此根据子卡可以快速对应到相应的主卡。为了严格批次管理,在生产现场需要严格执行生产流程卡随铸件一起流转的要求,主卡中出现了循环子卡,则将主卡、子卡装订在一起共同随着该批铸件流转,对于返工返修循环子卡;则将主卡与该批铸件合格件放置在一起,返工返修子卡随着返工返修件进行子循环,子循环结束后再将主卡与返工返修子卡装订在一起;进入到后段流程后,将前段所有生产流程卡与后端流程卡装订在一起。
4 结 论
(1)分析了铸钛企业生产现场现状和对严格批次管理的需求。
(2)结合该铸钛企业的实际情况,提出了生产流程卡主子卡方案,解决了生产现场批次管理与单件追溯的问题。
(3)在生产流程主卡、子卡中分别使用主卡编号、子卡编号对其进行报工,并添加了现场模组号、炉批号,解决了生产现场混组、混炉、拆分批次的问题,实现了通过生产流程卡对铸件生产进度实时追溯的功能。
5摘要对某一钛合金精密铸造企业现行生产管理流程存在的问题进行了研究,结合敏捷制造、精益生产、单件管理以及 产品全生命周期管理等思想,提出了一套生产流程主子卡方案。该方案包括了主卡和子卡,主卡分为一卡、二卡两种,子卡分为循环子卡和返工返修子卡两种。将此生产流程主子卡方案应用到该企业现场生产管理流程中,解决了企业在生产中存在的混炉、混组、批次管理等问题,实现了生产进度的实时追溯,优化了生产管理。
上一篇:关于人自噬相关基因12真核表达载体的构建及表达的研究
下一篇:返回列表