吴士平1 王汝佳1 陈 伟1 蒋 清2 肖文峰2 张建兵2 程卫鑫1 陈成龙1
(1.哈尔滨工业大学材料科学与工程学院;2.首都航天机械公司)
摘要在ZL205A合金低压铸造铸型上施加水平方向的振动,研究了振动对ZL205A铸件缩松的分布规律。结果表明,振动可以有效地提高铸件的补缩效率,随着振幅的增加,缩松的分布减少,随着频率的升高,缩松的分布也减少。
关键词 振动;ZL205A合金;低压铸造;凝固;补缩
中图分类号 TG249.2;TH113;TG146. 21 DOI:10. 15980/j.rzzz. 2016. 06. 014
低压铸造生产ZL205A合金铸件时,会有缩松缺陷发生,因此造成铸件生产一次成品不稳定,严重影响了生产的进度和生产效率。研究表明,振动技术能提高铸件的形核率和强度,同时还可以提高合金的补缩效率。因此,振动技术在砂型重力铸造中得到了广泛的应用。将振动技术引用到低压铸造,特别是引入到ZL205A合金铸件的低压铸造中来是一次全新的尝试。本课题将振动引入ZL205A合金低压铸造中,试图解决ZL205A合金铸件的凝固补缩效率,同时提高ZL205A合金铸件的生产稳定性和生产效率,进一步改善低压铸造技术。
1 试验方法
振动凝固补缩试样设计成薄板形,凝固补缩试样尺寸为120 mm×80 mm×15 mm,浇注通道的直径也为15 mm,见图1。试验所用合金材料是ZL205A合金。铸型采用树脂砂造型,浇注温度为700℃,充型压力为75 k Pa,保压压力为0.15 M Pa。
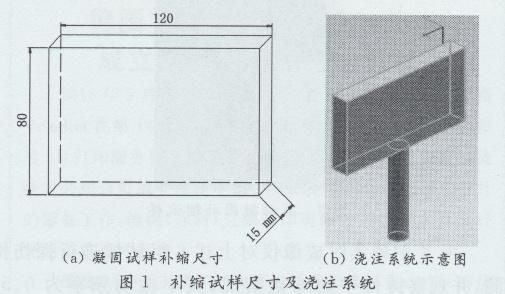

图2为试验压振动铸造试验装置示意图。由图2可知,振子振动通过导杆作用到凝固的合金铸件中,影响铸件的凝固过程。其中低压振动铸造装置由惯性振动电机、变频器等组成,振幅通过调节偏心块的数量来调节,振动频率由变频器调节,改变振动电机的转速可以改变频率。
充型结束后开启振动装置,研究振动参数对ZL205A合金低压铸造铸件缩松的影响,试验方案见表1。采用了6组不同的振动工艺参数,其他条件相同,研究不同振动条件下铸件的缩松分布。

2 试验结果和分析
6组试样的试验在相同的充型速度、保压压力和浇注温度下完成的,这样可以消除浇注因素的干扰,使ZL205A合金试样只在不同的振动条件下凝固。采用1号工艺铸造获得的ZL205A合金低压铸造试样见图3。

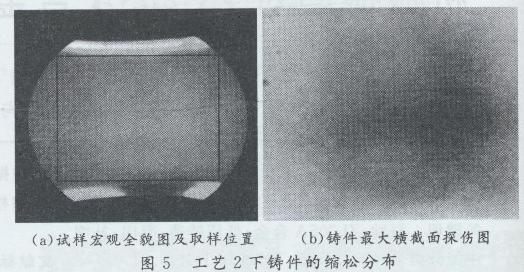
用X射线实时成像仪对上述6组试样进行探伤检测,并观察铸件中的缩松情况,其中振动频率为0.50Hz,振幅为0、0.8、0.5 mm的X射线探伤结果见图4~图6。


试验所得到的合金铸件经X射线探伤,通过OLY-CIAm3金相图像分析系统进行分析统计,将以上各组铸件中缩松缺陷所占铸件截面的面积分数进行数值统计,见表2。
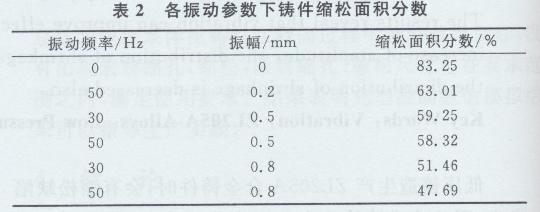
从表2可知,施加机械振动后,铸件的缩松所占面积分数减小,缩松缺陷分布得到减轻。说明机械振动在ZL205A合金低压铸造生产中促进了合金凝固补缩。
另外可以看出,缩松分布随振动频率的增大而减少,没有施加机械振动的铸件中存在严重的缩松分布,施加机械振动后缩松分布减轻。当振动频率达到50Hz,振幅为0.8 mm时,缩松所占面积分数最小,此时缩松缺陷最少。
另外,缩松随振幅的增大而减小,施加机械振动后缩松缺陷减少。当振幅为达到0.8 mm,频率为50 Hz时,缩松缺陷最少。
对比以上各组试样中缩松的面积分数变化可知,机械振动在一定的频率和振幅范围内,缩松随频率的提高而减少,随振幅的增大也减少。究其原因,是因为机械振动会引起高频度的剪切运动,一方面会降低糊状凝固合金的粘度,因此增加了补缩时间,同时,振动会导致糊状合金的凝固发生一定的弹塑形变形,这也会一定程度上提高对孔洞的补缩,另一方面,振动会松散已经搭接的固相骨架,会使已凝固的骨架坍塌,进而重新打开补缩通道,一定程度上也会提高补缩能力。总之,低压铸造过程施加振动会提高铸件的补缩能力。
3 结 论
(1) ZL205A合金铸件中缩松随振动频率和振幅的增加不断减轻,频率为50 Hz,振幅为0.8 mm时,振动对缩松的减少最明显。
(2)振幅对ZL205A合金铸件中缩松的影响强于频率。
下一篇:返回列表