韩曙光
(深圳第二高级技工学校,广东 深圳 518000)
摘要:以凹槽内圆角实际加工为例,探讨了采用宏程序实现槽底清角、内圆角曲面的加工。加工效果比较理想。
关键词:宏程序;内圆角;数控铣削;应用 中图分类号:TG659
0引言
我国正处在由制造大国向制造强国的转变过程中,数控加工技术也日益成熟、应用广泛,在很多高精尖的产品制造中起到了关键作用。数控编程作为数控加工的关键技术之一,程序的编制效率和质量在很大程度上决定了产品的加工精度和生产效率。现行数控.编程主要有两种方式:手工编程和自动编程( CAD/CAM)。虽然自动编程运用越来越广泛,但手工编程至少有以下优势:①熟练的手工编程是自动程序修改的基础;②对于传统数控机床,受机床内存所限,采用高速加工勉为其难,编制简洁合理的小容量数控程序,充分发挥传统数控机床的最佳工作性能,最大限度地提高加工效率,以降低成本;③自动程序调整加工参数需要重新计算刀具轨迹,过程耗时繁琐,手工宏程序无需触动程序本身,只需对各项参数所对应的自变量赋值,做出个别调整就可以将程序优化到最佳状态;④机械零件还有一些特殊的应用,即使用CAD/CAM软件也不是轻易能解决的编程,如变螺距的数控加工编程。所以练习编制简洁合理的数控宏程序,不但能锻炼从业人员的编程能力,也能解决自动编程在实际生产中存在的不足。
1宏程序简介
一般的程序编制中程序字通常为常量,因此一个程序只能描述一个几何形状,缺乏灵活性和适用性,但宏程序可以对变量进行运算,使程序应用更加灵活、方便。在宏程序中,可以对变量进行赋值,可以使用变量进行算术运算、逻辑运算和函数混合运算;可以将工件坐标点、刀具参数、切削参数等所有的加工信息利用变量编制到一个程序当中;可以使用判断、循环、转移等特殊指令控制宏程序运行的次序;熟练应用宏程序,可以增强机床的加工能力,同时精简程序量。
2 内圆角加工工艺分析
2.1 凹槽零件
凹槽零件如图1所示。凹槽长边内圆角为R4、短边内圆角为R4.5;开口处有1.5 mm~2.0 mm的直壁过渡。

2.2加工工艺过程及运算
2.2.1 加工工艺过程
选用Φ16平底立铣刀和Φ8R4球头刀加工凹槽。加工工艺过程如下:①Φ16平底立铣刀粗加工,挖槽深1.5直壁,单边留余量0.5 mm;②Φ16平底立铣刀挖槽深度6.0 mm;③Φ8R4球头刀去残料(去除四角部残料);④Φ8R4琼头刀清角;⑤Φ8R4球头刀加工R4.5内圆角;⑥Φ8R4球头刀加工R4.0内圆角。
2.2.2加工运算
(1) Φ16平底立铣刀粗挖槽(Z -1.5),加工范围如图2所示。
(2) Φ16平底立铣刀粗挖槽(Z-6.0),加工范围如图3所示。
(3) Φ8R4球头刀去除残料,加工范围如图4所示。

(4) Φ8R4球头刀清角。计算 ΦR4球头刀刀尖在四角部的运动轨迹,如图5所示。其中运行的宏程序有#6(清角刀心轨迹R初始值)、#7(清角步距变量1 mm)、#8(清角R终值)、#9(y坐标值(图5中的L)=SQRT[#6*#6-64.1)。

(5) Φ8R4球头刀加工R4.5的内圆角面。计算Φ8R4球头刀刀尖在R4.5内圆角面的运动轨迹,如图6、图7所示。其中,#1为X坐标值,#2为Z坐标值,#3为起始角度,#4为步距角度,#5为终止角度。


3 凹槽零件加工程序
(1) Φ16平底立铣刀粗加工挖槽侧及槽底加工程序如下:

(2) Φ8R4球头刀去残料、清角、铣R4.5和R4.0内圆角加工程序如下:


(3) Φ8R4球头刀清残料子程序如下:

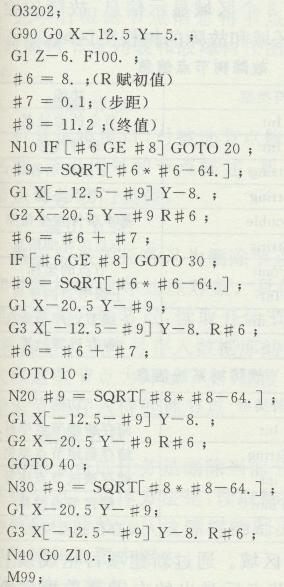
(4) Φ8R4球头刀清角子程序(往复走刀)如下:
(5) Φ8R4球头刀铣R4.5内圆角子程序(往复走刀)如下:


(6) Φ8R4球头刀铣R4内圆角子程序如下:

4结束语
本文介绍了利用宏程序加工凹槽底部清角和内圆角,手工编程模式采用宏程序可以简化程序,更加容易和灵活,同样可以完成复杂零件的编程工作;机床在执行此类程序时,内存量需求不大,动作更加快捷,在实际加工生产中,能提高加工效率和产品质量。
下一篇:返回列表