徐飞跃 陈剑虹 万 里 安肇勇 齐劲风 伍伟志 曾庆杰
(广东鸿图科技股份有限公司)
摘要 自主开发了将真空站和激冷排气阀结合的真空压铸技术。结果表明,采用集中提供真空的真空站模式的压铸机边真空控制系统,可以减少每台压铸机机边占地面积1. 35 m2,同时提高了真空系统的稳定性和可靠性,降低了操作难度。采用激冷排气阀,在保证真空效果的基础上,大大降低了真空阀维修和保养的工作量,降低了劳动强度。
关键词真空压铸;真空控制系统;真空站;激冷排气阀
中图分类号 TG249.2 DOI:10. 15980/j.tzzz. 2016. 05. 014
压铸由于高速喷射的充型特点,型腔易卷入气体导致铸件报废。为降低或消除型腔气体对压铸成形的不利影响,常用方法是在压铸过程中对型腔抽真空,使金属液在真空下充型并凝固,获得内部组织良好的压铸件。本课题为提高真空压铸的可靠性,减少维护工作量,开发了一种一对多的真空站和激冷排气阀的真空压铸技术,并成功地应用于压铸车间的大规模生产。
1 真空站的工作原理
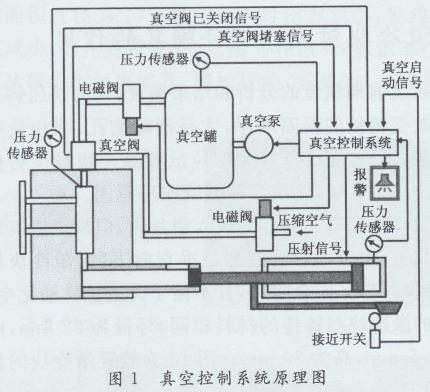
本课题开发的真空压铸控制系统见图1。压射冲头启动慢压射,接近开关向真空控制系统发出真空启动信号。当压射冲头前行封住料套的人料口,PLC发出信号打开电磁阀,电磁阀打开真空管道的真空阀,模具型腔开始抽真空并实时测量型腔中的真空度;压射冲头快压射结束后,PLC发出真空关闭信号,电磁阀关闭真空管道的真空阀,模具型腔停止抽真空;模具开模取件后,真空控制系统根据开模信号打开压缩空气管道电磁阀,利用压缩空气对真空阀和真空管道进行清理,管道堵塞时压力传感器测量到压力异常时,向PLC反馈信号,并触发报警;当检测到压铸模合模信号时,真空系统复位,为下一压铸循环做好准备。安装在模具上的激冷排气阀属于“全程排气”,具有结构简单,维护方便,可靠性高,抽气效果良好等优点。
2 真空控制系统的开发及功能介绍
真空控制系统采用PLC+触摸屏电气控制,可适用于多种压铸生产模式(普通压铸、真空压铸、密封测试、点动测试)。
真空启动信号:若接压射启动信号,则需设置延时时间。即延时一定时间,当冲头封住压室浇口后,抽真空启动。若压铸机有真空启动信号(该信号由压射冲头移动位置触发),则无需延时,延时时间设为0s。
抽真空时间:从抽真空启动到抽真空回路中的阀关闭的时间,该时间应大于压射时间(即冲头从开始运动到停止这一段时间);当收到真空启动信号时,二位三通电磁阀打开气路,则依靠此信号的气体压力打开抽真空回路上的气动阀,抽真空回路开通。
抽真空停止:当压射结束,抽真空时间到,抽真空回路上的气动阀关闭,停止抽真空;为防止抽真空时铝粉堵塞真空管路,抽真空回路要有过滤装置。
开模信号(在某些情况下可接入顶出信号)。
合模信号:真空机接收到合模信号后,进入下一循环操作。若喷吹动作尚未结束,则停止喷吹动作。
设置喷吹延时时间和喷吹时间:接收到开模信号经过一定延时后,真空机开始喷吹清洗真空阀,吹出吸入的一些铝屑或离模剂的残留物,防止阀体堵塞,喷吹达到设定的时间后停止。
系统设置有抽气回路、喷吹回路的点动测试功能,轻点相应的按钮键,可进行相关操作。
系统设置完毕,进入真空压铸模式或普通压铸模式。真空压铸模式是指模具中装有激冷排气块(俗称搓衣板)进行抽真空的一种压铸方法,该模式下,系统可检测真空罐以及抽气管路中的真空度。同时,系统具有反吹清洗功能,用于清理铝屑。真空压铸模式能实时显示型腔真空度及其变化曲线。
3 真空气路设计与开发
气动控制系统由真空管道、双真空回路机边气动控制柜和激冷排气阀组成。
激冷排气槽法(Chill Vent)真空阀俗称搓衣板,又叫排气块,是由一组间隙非常小的波纹状或锯齿状排气槽组成,利用等距间隙排气通道的激冷作用,快速凝固充型熔体流,真空通道的开启由脉冲信号触发延时动作,抽真空时间由时间继电器控制;与机械式真空阀相比,缺点是抽气效率低,排气速度慢;优点是可靠性高,结构简单,易于维护。本课题开发的大间隙的激冷排气阀,锯齿间隙厚度在1.0~1.1 mm,因此激冷排气阀的抽气效率大为提升,又具有可靠性高、维护成本低等优点。因而适应性广,能广泛应用在真空压铸中。激冷排气阀工作原理见图2。由于齿间间隙在1.0 mm左右,压铸时极易飞料堵塞真空管路。为此,通过优化齿形,延长铝液流动距离,同时在排气槽中引入水冷通道,促进铝液快速凝固,从而保证了阀工作时不飞料,提高了可靠性。

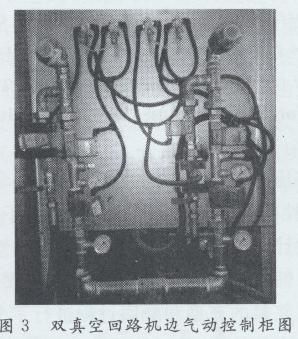
双真空回路机边气动控制柜,可同时接入2~4个真空阀,提高模具抽气能力,每组真空回路中都有抽气回路、喷吹回路,气流方向相反;真空回路有独立的真空表、电磁阀、负压真空阀,二位三通电磁阀把压缩空气分配到负压真空阀和喷吹阀,通过PLC发出的信号控制着负压真空阀和喷吹阀,实现双真空回路抽气和喷吹功能;可接入目前各种不同的机械被动式真空阀或激冷真空阀;由于机边没有真空泵和缓冲罐,电控柜和气控柜占地面积只有0.4m3,减少占地面积1.35m3,比独立的机边真空机减少了76%,见图3。
4 应用效果
经实践验证,该技术的采用使铸件产品外观及内部品质均得到明显提升,见表1。

上一篇:回收铝料成分识别与保级再生
下一篇:返回列表