作者:张毅
1 前言
南水北调中线邯石段SG8标渠道工程,防渗设计采用两布一膜复合土工膜,总干渠渠道典型断面见图1。其中膜选用不小于0.3 mm的聚乙烯土工膜,布选用聚酯长丝针刺土工布,复合体幅宽大于5m,两侧土工布表面做加糙处理,且土工布表面手搓时不得脱丝。
2 复合土工膜铺设与连接施工
结合渠道工程特点,复合土工膜施工分为:材料准备、基础面准备、铺设、连接与检测等几个步骤。

2.1材料准备
依据渠道主体工程设计技术要求,渠坡土工膜铺设与渠道中心线方向垂直,渠底复合土工膜沿水流方向铺设,按照先两侧渠坡、后渠底的施工顺序施工。根据渠道铺设复合土工膜设计尺寸及铺设范围,对不同断面渠段土工膜委托生产厂家按照定尺加工供货。定尺长度需考虑坡肩锚固尺寸、坡长、坡脚搭接尺寸、松弛率等。按单坡横向长度确定单卷材料长度,渠底用
土工膜,为减少施工王见场接缝数量,卷长可适当加大。
土工膜生产厂家距工程所在地较远,因此,防渗土工膜的场内外运输、装卸、现场储存等诸多环节是不可避免的,为降低防渗土工膜的破损率,确保原材质量,其运输、装卸必须采取防护措施,如:每卷材料采用包装袋运输、运输车厢内侧设置柔性材料保护层、车厢顶
部用篷布遮盖、装卸时采用专用工器具防止损坏包装层等措施。
2.2基础面检查
复合土工膜铺设前,需对前一道工序质量进行复查,主要检查底部保温层的平整度、稳定性,清除保温板面上的所有异物,固定保温板用的竹签、楔子等物体顶端不得高于保温板面,避免对土工膜造成划伤,满足要求后方可进行复合土工膜铺设。
2.3 复合土工膜铺设
复合土工膜铺设采用人工完成,渠坡铺设时上部预留出设计长度进行固定后,自上而下铺设,垂直于主干渠轴线,将土工膜从渠堤顶部缓慢沿坡面展开至渠底,幅与幅搭接宽度按照l2cm预留。上部边角处采用编织袋装土及时覆压,渠底土工膜沿渠道轴线方向铺设,与渠坡土工膜预留搭接头采用T缝连接,严禁十字接缝,纵横缝接头错开100cm以上。铺设土工膜与保温板面贴实,无褶皱,松紧适宜。
2.4复合土工膜焊接
两布一膜的连接按照下、上层土工布手提自动缝合机缝接和中层聚乙烯膜自动焊接机双缝热熔焊接的
3个程序进行,搭接宽度10~12 cm。
连接顺序:缝合底层土工布、热熔焊接土工膜、缝合上层土工布。
a.土工布缝合:对搭一折叠底布一缝合一检查一拉平一折边一验收,
采用手提自动缝包机缝合,缝线为尼龙线,边折叠边缝合,缝合针距控制在6mm左右,连接面平顺、松紧适宜,使布与膜联合受力。中层土工膜焊接并检测合格后采用相同方法进行上层土工布缝合。
b.土工膜焊接:采用自动调温(调速)电热楔式双道塑料热合机焊接,焊接前要保持焊接面清洁干燥,无尘土、水汽、油污等。土工膜应平行对iE,搭接不少于lOcm,焊缝双缝宽度2mm×lOmm,焊缝间留有约lcm的空腔。
每班正式焊接前需做现场焊接小样试验,以确定施工时段、环境下的焊接温度、焊机行走速度等参数,确定试焊质量效果达标后方可正式焊接施工。
c.焊缝检查与检测:对焊膜的密封性采取带有压力表的充气法检测,检测合格后进入下一道工序,充气检验不合格时,及时检查原因,进行修补。
2.5土工膜黏结
土工膜施工过程中,难免会出现破损或污染等问题,如:渠道施工中预留的拟与渠底土工膜连接端头,会遇到土工膜直接与已完工建筑物直接连接的问题。如跨渠桥梁的墩、柱等,遇到此类问题,土工膜无法进行热熔双缝焊接,需采用专用KS胶黏剂热熔黏结。
根据KS胶黏剂生产厂家提供的产品使用说明,膜与膜黏结搭接宽度不小于10cm,黏结剂涂刷均匀饱和,可满足质量要求。黏结前要保持焊接面清洁干燥,将土工膜连接面上的尘土、水汽、油污等清理干净。将下层土工膜铺平,在下层土工膜黏结面上均匀涂满胶液,然后将上层土工膜与黏结面对齐、挤压,使黏结面充分结合。为保证黏结质量,正式黏结前要进行工艺试验,实地对按要求黏结的土工膜接头进行拉拔试验,土工膜未在焊缝处断裂,说明焊缝黏结强度不低于母材强度,符合质量要求。
复合土工膜与建筑物黏结时,要根据建筑物尺寸在复合土工膜上进行标识,再根据标识线进行裁剪,标识尺寸应考虑建筑物的黏结宽度,黏结宽度不小于设计要求,建筑物周围复合土工膜要充分松弛。为保证土工膜与建筑物黏结牢固,防水密封可靠,在对土工膜或墩柱进行涂胶之前,先将涂胶基面打磨清理干净,保持干燥。涂胶均匀布满黏结面,无过厚、漏涂现象。对于胶黏剂黏结处不便采用漏检或破检的部位,按照尺量黏结搭接宽度不小于lOcm,目测黏结剂涂刷均匀饱和即为合格。
3质量控制要点及措施
渠道防渗土工膜是防止渠道内水外渗的关键,由于面积大、接头多,又属隐蔽工程,质量控制好坏对渠道渗漏有重大影响。因此从原材料进场检测验收到铺设、焊接、检验等各个环节都要严格控制。
3.1 材料进场质量检测
南水北调工程中,复合土工膜由甲方统一招标选择生产规模大、质量符合要求的厂家供货,使用方委托厂家按照定尺规格生产,进场的材料必须有出厂合格证、产品说明书等必要资料,检查齐全后,按照规范要求随机抽取样品进行各项性能指标的检测,检测合格后方可投入使用。
3.2土工膜的接头及焊接
土工膜铺设展开过程中仔细检查外观质量,目测检查土工膜材料有无撕裂、孔洞、破损等缺陷,发现缺陷要及时用合格的母材修补,修补范围超出缺陷边缘10~20Cm.
渠坡土工膜只允许垂直水流方向的横向连接缝,不允许顺水流方向的纵向连接缝;土工膜要错缝连接,只允许“T”字缝,不允许“十”字缝,纵横缝接头要错开lOOcm以上,接缝预留搭接长度50~ 80cm,坡肩土工膜预留长度应满足设计要求;横向缝应使上游侧土工膜压下游侧土工膜,坡脚纵向缝应使渠底土工膜压渠坡土工膜;齿槽部位铺设后应用临时支撑固定。
土工膜焊接采用专用焊接设备,焊接人员上岗前进行施工技术培训,使其熟练掌握焊接技术,并保持人员相对固定。焊接前进行工艺试验,确定合适的焊接温度和行走速度等参数。试验时,焊接温度与行走速度的最佳状态表现为焊痕平整透明;如果焊机行走速度偏慢或温度过高,会出现焊痕严重破损现象;如果焊机行走速度偏快或焊接温度偏低,会出现焊痕不透明或呈白色现象。
热熔焊接时,开机后仔细观察仪表显示温度情况,使设备充分预热至预定温度后开始焊接。焊接温度应结合焊接试验及环境气温适时调整。向焊机插入膜时,要做到动作迅速,搭接尺寸准确。
在焊接时和焊接后2h内,土工膜不得承受任何拉力,焊接面严禁发生错动,当天铺设的土工膜要在当天全部拼接完成。
3.3 焊缝质量检查与检测
外观质量检查:目测法,复合土工膜焊接好后,观察有无漏接,接缝是否烫损,有无褶皱,是否拼接均匀等。焊缝应达到平整美观,呈透明玻璃状,无漏焊、虚焊、烫伤、皱褶、孔洞等,若有不合格处,需进行修补。充气检漏:复合土工膜每条焊接缝必须进行检漏。将焊缝两端封死,对焊膜的密封性采取带有压力表的充气法检测。检测方法:将待测段双焊缝之间的空腔两端各不小于5cm范围内,用热熔风枪烤至软化并粘贴紧密,形成一个封闭的充气区,插入打压设备充气针头进行充气检测,针头形状以锥形为宜。充气针头平行于焊缝方向缓慢插入充气空腔,不得晃动,避免针孔扩大漏气,按照该工程复合土工膜焊接检验要求,对于0.3mm厚的复合土工膜检验,焊缝充气压力按0.15~0. 20M Pa控制,稳压时间2~5min,压力无明显下降即为合格;对于0.5 mm厚的复合土工膜检验,焊缝充气压力按0. 20Mpa控制,稳压时间5min,压力无明显下降即为合格;若气压明显下降,说明焊接不合格,需及时检查、修补。
3.4 土工膜材料的保护
复合土工膜材料的保护贯穿转运、装车、卸车、铺设、保护层施工等整个施工流程的各个环节。使用专车运输,装卸、搬运过程中不得拖拉、硬拽;土工膜铺设人员要穿软底鞋作业,铺设好的复合土工膜严禁踩踏,严禁在土工膜上进行一切可能导致土工膜损坏的施工作业;土工膜铺设过程中,要用沙袋或软性重物覆压,以防风动;土工膜铺设进度结合混凝土衬砌施工进度安排,形成流水作业,缩短土工膜暴露时间,对于堤顶及坡脚预留的土工膜要及时进行下一道工序施工对其封压,如:安装路缘石、渠底混凝土浇筑等,不能及时施工的部位采取包裹后埋压保护,防止损坏和老化;施工现场严禁烟火,机械检修等电气焊作业要远离复合土工膜。
4 施工中应关注的几个问题
4.1 土工膜材料及铺设的统筹规划
按照渠道设计断面尺寸、铺设技术要求和供货厂家生产参数对土工膜原材料进行统筹规划,以SG8标某段渠道为例,见图2。土工膜单卷幅宽设计要求为不小于5m,厂家出厂尺寸为5.85m。渠坡卷长要考虑坡长、坡肩锚固尺寸、坡脚搭接尺寸、松弛率等,以单坡长度(含锚固、搭接长度)为原则确定土工膜单卷长度,渠底用土工膜为减少施工现场接缝数量,卷长可适当加大。
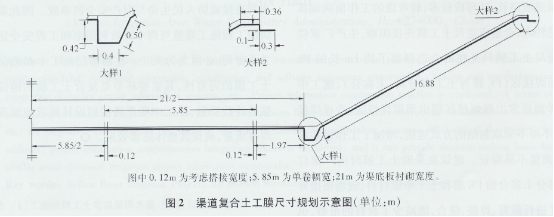
按图2所示汁算单坡土工膜卷长示例:
渠底板衬砌宽度21m,顺水流铺设3卷(单卷幅宽5. 85m),按12cm搭接宽度计算,有效铺设总宽度为:5. 85×3-0.12×4=17. 07m,剩余部分采取渠坡土工膜预留搭接头的方式连接,即21 - 17. 07=3.93m,分两侧,每侧各1. 97m。
坡L设=1. 97 +0. 42 +0.4+0.5 +16. 88 +0. 36+0.1 +0.3=20. 93m
结合施工实践,松弛系数按照1%考虑:
坡L实=L设+L设×1% =21. 14m
土工膜的生产会产生少许尺寸误差,受施工现场不同环境条件的影响,如:热胀冷缩,铺设时也会产生一定的误差,所以在坡面土工膜铺设时首先要确保坡脚预留搭接长度满足图纸计算的尺寸要求,且各幅底部预留端部要顺直,以便于后续与渠底土工膜良好连接,将材料和铺设中的少量误差留在坡顶。
4.2 外露土工膜的保护
按照渠道衬砌施工操作指南的要求,先衬砌边坡,后衬砌底板。施工中往往会造成渠底与渠坡施工间隔时间较长的情况,渠坡施工后坡脚预留的土工膜需要与后期施工的渠底土工膜连接,渠坡与渠底施工间隔时间越长,对于坡脚预留外露土工膜的保护就越不利,对后续的连接施工和土工膜自身的质量都会造成不良影响。所以在施工过程中要合理规划作业面,缩短渠坡与渠底施工间隔时间,使各工序合理衔接。例如:以桥梁为界分段施工,渠坡施工完成后渠底施工紧随其后,逐段完成渠道全断面衬砌,避免形成半拉子工作面,这样既减少了预留土工膜保护的工作量,也保证了土工膜的质量不受长期暴露的影响。
4.3 异形段施工注意事项
渠道线路长,转弯段较多,转弯段的工作面两端弧长相差较大,会造成定尺土工膜连接困难,生产厂家供应的定尺土工膜只是在四个边预留了约Im长的PE膜光面焊接区(PE膜与土工布分离,未黏合),施工中因异形面经常出现焊接区超出预留焊接区,造成焊接困难,不得不采取黏结的方式连接,增加了工作量和难度,且质量不易保证。建议在采购土工膜时向厂家订购一部分未黏合的PE膜和土工布原材料,现场根据异形尺寸进行裁剪、焊接、缝合,既减少了材料的浪费,也保证了质量。
4.4土工膜焊接注意事项
考虑到经济实用、便于检测的因素,土工膜尽可能采用双缝焊接的方法连接,按照施工技术要求,每班焊接作业前,要先进行试焊,用于确定当前环境下的焊接控制参数。在施工过程中这一要求实施起来较为烦琐,主要还需从以下几个方面来控制焊接质量。
a.对焊接作业人员进行实际操作培训,考核合格后方可从事焊接作业。
b.尽可能固定焊接人员,避免随意调换作业人员。
c.操作熟练后,可根据所在环境条件选择不同时段进行焊接作业,例如:环境气温较低时,在中午时段焊接;环境潮湿时,在下午时段焊接;环境温度较高时,在早、晚时段焊接。
d.焊接作业时掌握好焊机温度与速度的关系,防止因温度过高出现焊融孔洞或温度过低焊不牢的现象。
5 结语
南水北调中线工程调水距离远、跨省市、跨流域,干渠经过高填区、采空区、特殊地质段等区域,渠道的渗漏不仅造成水量损失,而且可能会导致渠岸坍塌、溃决等直接威胁人民生命与财产安全的事故。因此渠道防渗工程施工质量与调水有效利用率和工程安全运行关系密切,必须尤为关注。在防渗层施工中必须保证土工膜的完整性,其重要环节是复合土工膜的铺设和接缝连接质量,施工中要严格按照设计要求控制现场焊接质量,确保其整体防渗效果。
6【摘 要】 南水北调中线工程以明渠为主,输水干渠全长1277km。总干渠明渠在经过特殊地形、地质段采用复合土工膜加强防渗,以提高调水的有效利用率,保证工程安全运行。本文以邯石段SG8标渠道工程为对象,简要介绍复合土工膜防渗层施工工艺及质量控制要点,以期为类似工程提供参考。
下一篇:返回列表